Here at Rampisham Hill Mill we take pride in processing your fibre into the highest quality product, and finishing it to the specification you require. We understand that quality can not be exchanged for quantity during the production process.
We are often asked about FLUFF, BATTS, SLIVER & ROVING so below is a guide to each product and how we achieve it, so that you can decide which would be the best option for you.
FLUFF
After washing, most fleeces to be processed are opened into loose ‘fluff’ by passing it through the Opener machine. This teases apart the locks of fibre in preparation for precise and even carding, and also helps remove some of the vegetation that may have remained in the fleece. Very fine micron fleeces such as Shetland or Merino, or those with weak staple, are too delicate for this machine and instead are opened by hand.
As a final product, ‘fluff’ is suitable for stuffing (cushions, dog beds, mattresses etc), packaging fill, core wool for needle felting and wet felting. It is not easy to use for hand spinning as it is too loose and does not draft easily; for hand spinning we would recommend that the wool is further processed into batts, sliver or roving.
BATTS
Batts are theoretically very easy to make, but difficult to make well. Here at Rampisham Hill Mill we can offer you batts of up to 100cm wide and 200cm long (approximately 39 x 78 inches). We layer our measured quantities of scoured and opened fibre so thinly onto the batt roller that the resulting batts are blemish free and perfectly smooth without containing uneven lumps of fibre.
To make the batts the carded fibre is continually wound onto a rotating drum (200cm in circumference) which rotates to build up the thickness of the fibre and create a lovely uniform thickness batt. The more we allow the drum to rotate, the thicker the batt becomes as the layers are finely built up. As standard we make the batts approximately 60cm wide and 500g in weight as these are easy to handle, use and also post, for those who look to onward sell. We can make different widths or weights on request.
To illustrate how fine we card our fibre as we are layering it into a batt, we rolled in one of our processing flow charts which was printed on A5 paper. As you can see after 5 complete revolutions of the drum the chart is still perfectly readable through the accumulating fibre.

JACOB FINELY ROLLED 
100cm BATT 
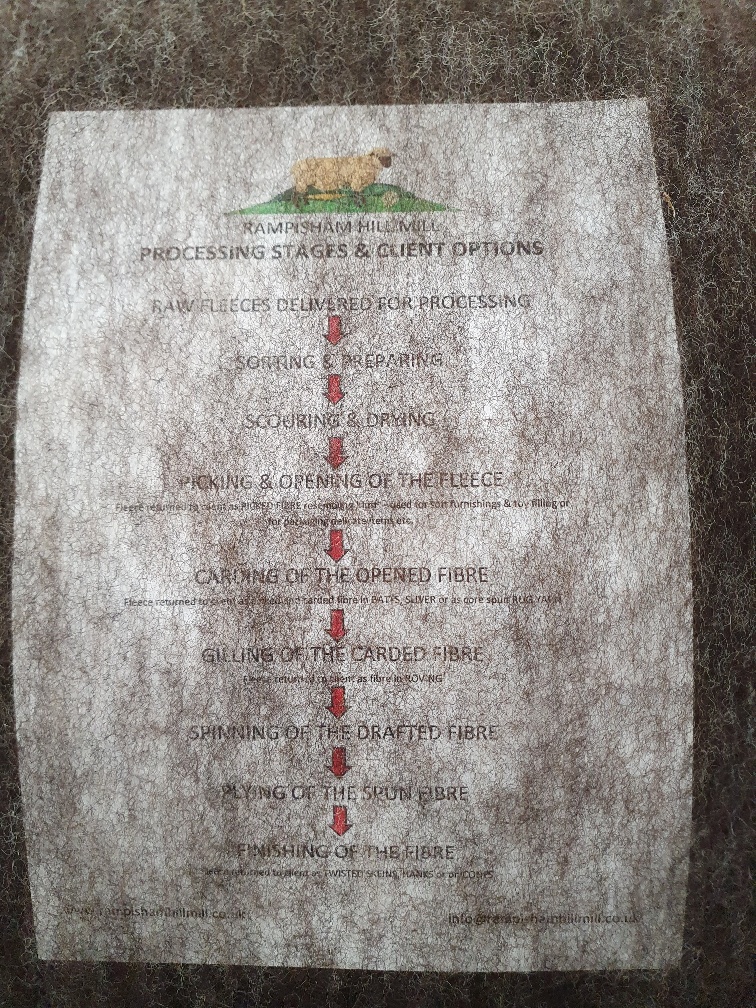
AFTER 5 COMPLETE REVOLUTIONS IT IS STILL READABLE 
BATTS UP TO 100x200cm CAN BE PRODUCED
Our batts are suitable for hand spinners, felting, peg looming, quilting etc. Please contact us to discuss the sizes and thicknesses that would most suit your end use.
SLIVER or ROVING?
Sliver is a continuous ‘snake’ of fibre which is produced directly from the output of the Carder in our mill. Roving is also a continuous ‘snake’ of fibre, but this has been passed through Carder and then the Gill Box.
The main difference between sliver and roving is that in sliver the fibres are randomly orientated, where as in roving the fibres have been aligned parallel with each other to give a smoother preparation for spinning.
SLIVER
We make sliver by placing the prepared scoured and opened fibre onto the Carder’s input conveyor in precise measured quantities. We do this so we can ensure a uniform thickness of continuous sliver will be produced by the Carder as it is processed. By programming the machine settings we can also offer you differing weights of sliver as you require to suit your end use. (Dependent on the breed, most of our sliver weighs between 6 – 8 grams per meter as standard). As the fibre is carded, it is carded so finely we can float the carded fibre on compressed air, to direct it towards the sliver maker and subsequent can coiler. The can coiler unit creates the continuous coil of fibre by coiling the sliver in a bag within the sprung loaded cans, ensuring the client a blemish free continuous ‘snake’ of fibre, uniformly coiled, which they can use straight from the bag.




As our sliver is so uniform most hand spinners do not need the expense of going on to turn the sliver in to roving; they find it spins perfectly straight from sliver.
Sliver is also perfect for needle felting, wet felting, peg loom rugs, or reselling on in measured quantities for example 50 or 100g lengths.
ROVING
Sliver is turned into roving by aligning the fibres. In our mill this is done by passing multiple strands of sliver through our Gill Box (usually between 3 and 8 lines of sliver). As the lines of sliver are passed through the Gill Box’s comb teeth the fibres are aligned parallel and stretched by a chosen ratio to create silky smooth roving, which is once again coiled into the sprung loaded cans giving you a continuous coil of roving to use straight from the bag.
Our roving is suitable for hand spinning, top coat for needle felting, dying or resale.
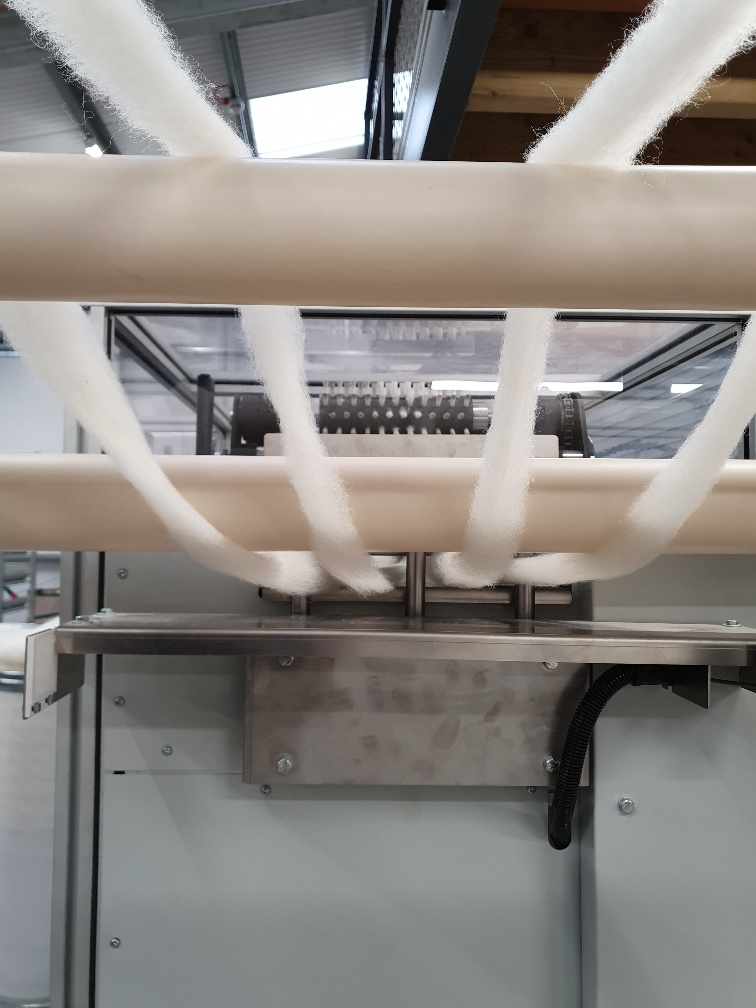
4 LINES OF SLIVER GOING INTO THE GILL 

ROVING BEING COILED READY FOR USE 
INSIDE THE GILL BOX, WHERE SLIVER IS ALIGNED INTO ROVING AS IT IS PASSED THOUGH THE TWO SETS OF ROTATING TEETH
Points to Remember
While we strive for perfection in our production methods, some onus is down to the client to send us good fibre to work with from the start. To improve the quality of your returned product please look out for the following and try to minimise them in your incoming fibre (if you are unsure please speak with us.)
- Second Cuts
- Vegetation Matter
- Weak Staple or Staple Break
- Rooing (Shetlands in particular)
- Marker Sprays
Our machines work optimally with fibres between 6cm – 20cm in staple length. We can work with fibres outside of these measurements, but they can produce slightly uneven end products, please speak to us if you are unsure and want advice.